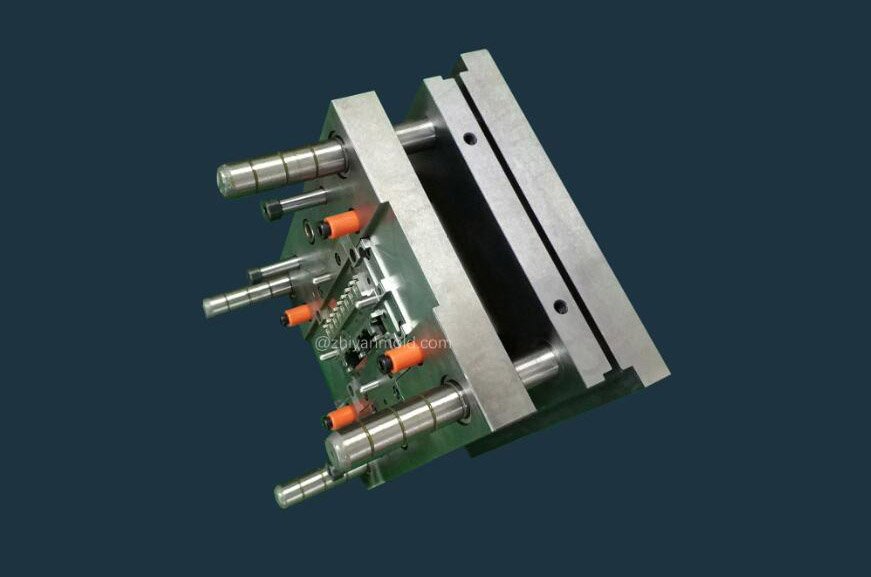
Stepped ejector pin is a part used to eject a formed product out of die.
In order to eject a formed product pressed against cavity, an ejector pin of suitable thickness should be set evenly. The ejector pin may be broken or bent due to a compressive stress when it is pushed out. In order to prevent this kind of phenomenon, the ejector pin should have enough compressive strength and bending strength. Ejector pin with small shaft diameter is easy to bend and break when it is ejected from the formed part, in order to reduce the danger of this kind of phenomenon, ejector pin is usually designed as step type, and its body is one circle wider than the front end of the shaft, so as to increase the strength of ejector pin.
In addition, ejector pin is easy to wear when reciprocating motion, so it needs to use wear-resistant materials, and enhance the surface hardness. The surface of ejector pin must be smooth and clean, and the good diameter accuracy must be guaranteed.
The degree of flexure is proportional to the square of the length of the small diameter part of stepped ejector pin (according to Euler’s formula). By shortening the length of the small diameter part of stepped ejector pin can ensure that it is not easy to bend.
The step-connection part should has a good transitional arc R, which can alleviate the stress concentration when it is compressed or bent, and is not easy to be damaged.